Szerző:
Christy White
A Teremtés Dátuma:
10 Lehet 2021
Frissítés Dátuma:
12 Lehet 2024

Tartalom
Az elektromos ívhegesztés bevont elektródával két fémdarab összekapcsolásának folyamata, amelyet egy bevonatos fémelektród vége és a munkadarab között fenntartott elektromos ív hőjével végeznek. Ez a cikk ismerteti ezen bevonatos elektródák és egy egyszerű transzformátor típusú hegesztőgép használatát.
Lépések
Ismerje meg az elektromos ívhegesztési eljárást bevont elektródával. egy elektromos ív a hegesztő rúd (bevonatos elektróda) végén van kialakítva, amikor egy elektromos áram áthalad egy kis légrésen, és folytatódik a hegesztett fém mentén. Íme néhány a cikkben használt kifejezés és azok leírása:
- Forrasztógép. Ezt a nevet kapják egy olyan gépnek, amely 120–240 V váltakozó feszültséget (váltakozó áramot) megfelelő hegesztőárammá, általában 40–70 V váltakozó feszültségre, valamint más egyenfeszültségű feszültségeket (egyenáram) alakít át. Ez általában egy nagy és nehéz transzformátorból, feszültségszabályozó áramkörből, egy belső hűtőventilátorból és egy áramválasztóból áll. A hegesztő kifejezés arra a személyre vonatkozik, aki végrehajtja a hegesztési folyamatot. A hegesztőgép működéséhez hegesztő szükséges.
- Hegesztő kábelek. Ezek azok a szigetelt rézvezetők, amelyek alacsony feszültséget és nagy teljesítményt biztosítanak a hegesztendő részhez.
- Elektróda tartó. A hegesztő kábel végén található eszköz tartja az elektródot, és a hegesztő hegesztési munkát végez.
- Földelő csatlakozó. A kábel befejezi az elektromos áramkört, azaz a megfogóeszközt, amely a munkadarabhoz van csatlakoztatva, hogy az elektromos áram áthaladjon a hegesztett fémön.
- Amper. Ez egy elektromos kifejezés, amelyet az elektródra leadott áramlás szintjének leírására használnak.
- DC (egyenáram) és fordított polaritás. Ez egy másik konfiguráció, amelyet az ív / elektróda hegesztő rendszerben használnak, amely nagyobb rugalmasságot biztosít, különösen hegesztési alkalmazásokban olyan felfüggesztett területeken vagy fémötvözetekben, amelyek nem hegesztenek váltakozó áramot. Az ezt az áramot előállító hegesztőgépnek egyenirányító áramköre van, vagy áramát áramfejlesztő biztosítja, és sokkal drágább, mint egy átlagos AC hegesztőgép.
- Az elektródákat. Számos speciális hegesztő elektródát használnak speciális ötvözetekben és fémetípusokban, mint például öntött vagy alakítható vas, rozsdamentes vagy krómozott acél, edzett alumínium és szénacél. A tipikus elektróda egy speciális bevonattal ellátott rudakból áll, amelyek az ív fenntartása közben égnek, oxigént fogyasztva és széndioxidot termelve a hegesztési zónában, hogy megakadályozzák az alapfémet az oxidációt vagy a lánggal való égést a hegesztési folyamat során. . Ez néhány általános elektróda és azok megfelelő felhasználása:
- Az E6011 elektródák szénacélból készültek, cellulózszál bevonattal. Az első két elektróda azonosító szám a szakítószilárdság, font / négyzet hüvelyk szorrendben mérve, 1000-ben. Ebben az elektródban az ellenállás 60 000 PSI.
- Az E6010 elektródák fordított polaritásúak, és általában gőz- és vízcsövek hegesztésére használják, különösen hasznosak fémek hegesztésénél felfüggesztett, mivel a fém folyékony állapotban fenntartja helyzetét, és a hegesztési területre húzza az egyenáram elektróda fém megmunkálásához.
- Más típusú elektródák E60XX rendelkezésre állnak, azonban az E6011 elektródákat standard rudaknak tekintik, az E6010 elektródokat pedig standardnak a polaritás-inverzió és az egyenáramú hegesztés esetében. Ezért a többi típust nem tárgyalja ez a cikk.
- Az E7018 elektródák be vannak vonva alacsony hidrogénáram 70 000 PSI szakítószilárdsággal. Ezeket az elektródákat acélszerkezetek összeszerelésére használják az építőiparban, valamint más alkalmazásokhoz, ahol nehéz anyagok és nagy szilárdságú hegesztések szükségesek. Vegye figyelembe, hogy bár ezek az elektródák nagy szilárdságot biztosítanak, előfordulhat, hogy nem működnek megfelelően, ha a megfelelő áramerősséget nem alkalmazzák, vagy olyan esetekben, amikor rozsdás, festett vagy horganyzott acél alkatrészeket használnak. Ezeket az elektródokat alacsony hidrogénatomnak hívják, mivel megkísérelik alacsony hidrogéntartalmat fenntartani benne. Ezeket sütőben, 250 ° F és 300 ° F közötti hőmérsékleten kell tárolni. Ez a hőmérséklet magasabb, mint a víz forráspontja, amely a tengerszint felett 212 ° F. Ez megakadályozza a levegőnedvesség érintkezését az elektróda fémével.
- Nikkel-, vas- vagy nikkel-vas ötvözet elektródák. Ezeket az elektródákat öntöttvas hegesztéshez használják, gömbölyű vagy temperöntvényesek, és nagyobb tapadással rendelkeznek, hogy lehetővé tegyék a hegeszthető anyag tágulását és összehúzódását.
- Különböző fém rudak. Speciális ötvözetekből készülnek, és enyhe, edzett acél vagy ötvözetek hegesztésére alkalmasak.
- Alumínium rudak. Ez egy új technológia, amely lehetővé teszi az alumínium hegesztését egy hagyományos hegesztőgéppel, ahelyett, hogy fáklya típusú adagolócsövet használna, mint például MIG (fém, inert gáz) vagy TIG (volfrám, inert gáz) hegesztés. ).
- Elektróda méretek. Az elektródák különböző méretekben vannak, az egyes rudak fémátmérőjével mérve. Az enyhe acélrúdhoz 1/16 hüvelyk és 3/8 hüvelyk közötti átmérőtartomány áll rendelkezésre, és a felhasznált méretet a hegesztőgép áramerőssége és a hegeszteni kívánt anyag vastagsága határozza meg. Minden rúd jobban teljesít egy adott amplitúdó tartományban. Az adott rúdmérethez megfelelő amplitúdótartomány kiválasztása az alapanyagotól és a kívánt penetrációtól függ.
- Biztonsági felszerelés. A hegesztés biztonságához elengedhetetlen a tudás és a megfelelő biztonsági felszerelés használata ehhez a feladathoz. Íme néhány elem, amely a biztonságos hegesztéshez szükséges.
- Hegesztő maszk. Ez a maszk arra szolgál, hogy megvédje a hegesztő személyt az elektromos ív villanásától és a hegesztés során keletkező szikraktól. A szabványos ívhegesztő lencsék sötétek, mivel az elektromos ív kitettsége égési sérüléseket okozhat a retina területén. Az elektromos ívhegesztéshez használt lencséhez legalább a tompítás 10 szintje szükséges. Hegesztő maszkok a levehető emelő már ajánlottak, mivel a sötét lencsét fel lehet emelni, és a hegesztő szemét továbbra is üveglencsével védik a forgácsok vagy a varrat maradványai ellen. Ma a leginkább a legfrissebb, elsötétülő hegesztőmaszkokat ajánljuk. Ezekben a maszkokban a lencsék világosabb színűek, és egy ív kialakulásakor automatikusan elsötétül.
- Hegesztő kesztyű. Ezek speciális és szigetelt kesztyűk, amelyek kb. 6 hüvelykig vannak a csukló felett, és felelősek a hegesztő kezek és az alkarok védelmében. Korlátozott védelmet nyújtanak a véletlen ütések ellen is, ha a hegesztő véletlenül érintkezik az elektróddal.
- Hegesztő kötény. Ez egy bőrruházat, amely eltakarja az hegesztő vállát és mellkasát, olyan munkákhoz használható, ahol a szikrák meggyulladhatnak az hegesztő ruházatán vagy égési sérüléseket okozhatnak.
- Munkacsizma. A hegesztőnek legalább 6 hüvelykes csipkés cipőt kell viselnie, hogy megakadályozza a szikra és a meleg salak égését. Ezeknek a csizmáknak szigetelő talppal kell rendelkezniük olyan anyagból, amely nem olvad el vagy éget könnyen.
- Megtanulja, hogyan lehet elkészíteni a sikeres hegesztést. Hegesztés több, mint egy hegesztő rúd áthaladása két darabon keresztül, hogy összeragaszthassuk őket. A folyamat a munkadarabok megfelelő beállításával és a biztonság garantálásával kezdődik, vagy a hegeszteni kívánt fém. S vastagabb darabok készítéséhez szükség lehet letörésre, majd megtölteni a hegesztési pontokkal. Ezek az egyszerű hegesztés elvégzésének alapvető eljárásai.

- Készítsd el az íjat. Ez az elektromos ív létrehozásának folyamata közte az elektróda és a munkadarab. Ha az elektróda egyszerűen lehetővé teszi az áram közvetlen átvezetését a földelt munkadarabba, akkor nem lesz elegendő hőtermelés a fémek megolvasztására és megolvasztására.
- Mozgassa az ívet az a létrehozásához zsinór . A gyöngy az elektród olvadt féméből áll, amely az nemesfém olvadt fémmel együtt áramlik, és hegesztéssel kitölti a teret az összekapcsolható részek között.
- Állítsa be a hegesztési gyöngyöt. Ezt úgy lehet megtenni, hogy az ívot oda-vissza mozgatjuk, cikk-cakk mintázatban, vagy leírva egy 8-at a hegesztési útvonalon, oly módon, hogy a fém teljes mértékben eloszlik a hegesztett alkatrészek közötti tér mentén.
- Csiszoljuk le és kefítsük a hegesztést a menetek között. Minden alkalommal, amikor kitölti a utolsóvagy egy hegesztési út egyik végéről a másikra, el kell távolítani a salak, vagy az olvasztott anyag a hegesztési gyöngy felületének elektródjáról úgy, hogy csak tiszta olvadt fém töltse fel a hegesztést a következő lépéshez.

Gyűjtse össze azokat a szerszámokat és anyagokat, amelyekre szükség lesz a hegesztés megkezdéséhez. Vagyis a hegesztőgép, elektródák, kábelek és bilincsek, valamint a hegesztendő fém.
Készítsen elő biztonságos munkaterületet, lehetőleg acélasztallal vagy más nem éghető anyaggal. A gyakorláshoz elegendő néhány, legalább 3/16 hüvelyk vastag szénacél.

Készítse elő a hegeszteni kívánt fémet. Ha a fém két részből áll, amelyeket a hegesztési eljárás során össze kell kötni, a készítmény, egy letörést készít az összekapcsolt oldalsó éleknél. Ez lehetővé teszi a behatolás annyi hegesztési ív, hogy mindkét oldal összeolvadjon, hogy az anyagok közötti tér teljesen megteljen. Legalább el kell távolítania az összes festéket, zsírt, rozsdát és egyéb szennyeződéseket, hogy a hegesztés tiszta olvadt fémmel működjön.
Helyezze be a bilincseket, hogy a darabokat együtt tartsa, ha szükséges. Jó alternatíva a nyomófogó és a "C" csatlakozó. Speciális projektek esetén előfordulhat, hogy alkalmaznia kell a különböző technikákat a munkadarabok védelmére, amíg azok össze nem kapcsolódnak.
Helyezze a talajbilincset a hegesztés legnagyobb részére. Keressen egy tiszta területet, hogy az elektromos áramkör minimális ellenállással rendelkezzen. A rozsda vagy a festék megzavarja a munkadarab földelését, ami megnehezíti az ív létrehozását a hegesztés megkezdésekor.
Válassza ki az elvégzendő munkához a megfelelő rudazatot és áramerősséget. Például egy 1/4 hüvelykes acéllemez hatékonyan hegeszthető 1/8 hüvelykes E6011 elektróddal és 80-100 amper között. Helyezze az elektródát az elektródatartóba vagy tartóba, ügyelve arra, hogy a tartó vezető anyaga érintkezésbe kerüljön az elektróda tiszta fémével.
Kapcsolja be a hegesztőgépet. Zúgó hangot kell hallania a transzformátorról. Lehetséges, hogy a hűtőventilátor hangja nem hallható, mivel egyesek csak akkor működnek, ha hűtés szükséges. Ha nem hall semmilyen zajt, akkor ellenőriznie kell a tápellátást és a megszakítókat a panelen. A hegesztőgépek jelentős mennyiségű energiát igényelnek a működéshez, általában egy 60 vagy annál nagyobb amper speciális áramkörrel, 240 V feszültséggel.
Tartsa az uralkodó kezében a tartót a szigetelt fogantyú mellett, a rúd olyan helyzetben, hogy a hegesztés a lehető legtermészetesebb legyen. Annyira emelje fel hegesztőmaszkját, hogy az elektróda csak néhány hüvelyk távolságra legyen a munkadarabtól és mozogjon rajta, készen állva arra, hogy a szem védelme érdekében leengedje. Érdemes lehet megérinteni az elektródát a hegesztési fémnél, hogy megkapja a szenzáció a készülék bekapcsolása előtt, de ne feledje Soha ne hozzon létre elektromos ívet anélkül, hogy a szemét megfelelő módon megvédne .
Válassza ki azt a pontot, ahol a hegesztést elkezdi. Helyezze az elektróda hegyét közel hozzá, és engedje le a maszkot. Az elektróda hegyét "meg kell érintse" a fémmel szemben, hogy teljes legyen az elektromos áramkör, és azonnal kicsit el kell terjeszteni, hogy elektromos ív jöjjön létre az elektróda csúcsa és a hegesztendő fém között. Az ív létrehozásának másik módja egy mérkőzés megvilágítása. A kicsi légrés nagy ellenállást hoz létre az áramkörben, amely előidézi az ívlángot vagy plazmát, valamint az elektród és a szomszédos fém hegesztési felületének cseppfolyósításához szükséges hőt.
Helyezze az elektródát a fém felületére, kissé húzza vissza, amikor elektromos ív képződik. Ez gyakorlatba kerül, mivel a különböző elektródátmérők és hegesztési amplitúdók eltérő távolságot igényelnek az elektróda csúcsa és a munkadarab között, de ha állandó távolságot tud fenntartani, akkor folyamatos elektromos ív lép fel közöttük. Általában az ív távolságának nagyobbnak kell lennie, mint az elektróda átmérője. Gyakorold az ív stabilizálását úgy, hogy az elektródát kb. 1/8 - 3/16 hüvelyk távolságra tartja a munkadarabtól, majd kezdje el mozgatni azt a hegeszteni kívánt út mentén. Az elektróda mozgatásakor a fém megolvad, megtöltve a területet olvadt fémmel, és így felépül a varrat.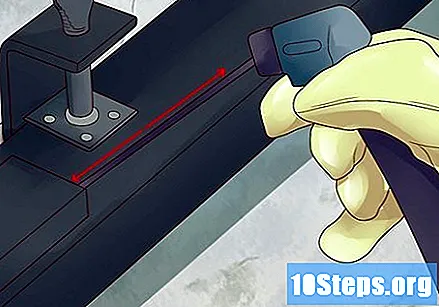
Gyakorold az elektródát a hegesztési területen keresztül, amíg meg nem tudja tartani az állandó ívét, állandó, egyenletes sebességgel mozgatva. Miután elsajátította az ívvezérlést, kezdje el előkészíteni a hegesztési gyöngyöt. A zsinór a két részhez csatlakozó fémlemez. A zsinór előállításához használt technika a darabok közötti szélességtől és mélységtől függ. Minél lassabban mozgatja az elektródot, annál mélyebben hatol át a hegesztés a fémbe. Nagyobb területeken az cikcakkos vagy hullámos mozgások az elektróda hegyével szélesebb hegesztési gyöngyöt képeznek.
Tartsa az ív stabilitását, miközben mozgatja azt a varrat mentén. Ha az elektróda a fémhez tapad, húzza ki a tartót, hogy elengedje azt a tartó csatlakozójából vagy a hegesztett fémből. Ha az ív széttört, mert az elektródát a fém felületétől távol hagyta, állítsa le a folyamatot, és tisztítsa meg a salakot a hegesztési helyről, hogy ott új ív készüljön, hogy ne maradjon salak, amely szennyezi az új varratát. Soha ne készítsen új hegesztési gyöngyöt szennyeződés fölé, mivel ez rossz és rosszul végzett munkát eredményez
Gyakorold az elektróda mozgatását a söprés hogy szélesebb kábelt hozzon létre. Ez lehetővé teszi, hogy egyetlen hegesztéssel több hegesztést töltsön be, így tisztább és egyenletesebb hegesztési varrat marad. Az elektródot oldalirányban kell mozgatni a hegesztési tartományon keresztül, akár cikcakkban, görbékben vagy hullámokban, vagy egy 8-at leíró mozgásokkal.
Állítsa be a hegesztőgép kimeneti ampulláját a hegesztett anyagnak és a kívánt ívpenetrációnak megfelelően. Ha észreveszi, hogy a hegesztési szemcsék szélein kráterek vannak, vagy a szomszédos fém megolvad vagy ég, fokozatosan csökkentse az áramerősséget, amíg a helyzet normalizálódik. Ha viszont nehézségekbe ütközik egy ív előállítása vagy karbantartása során, akkor lehet, hogy növelnie kell az áramerősséget.
Tisztítsa meg a kész hegesztést. A hegesztés befejezése után el kell távolítania a salak és megfelelően meg kell tisztítania a hegesztést, akár a festmény jobb megjelenése érdekében, akár egyszerűen a végtermék esztétikája miatt. Forgassa el az összes salakot, és keresse meg a varratot az esetleges idegen anyagok és a maradék salak eltávolítása érdekében. Ha a felületnek teljesen síknak kell lennie, hogy az összehegesztett alkatrészt egy másik alkatrészre felszerelhesse, használjon megfelelő szerszámot a hegesztőpálca felső vagy felső részének eltávolításához. A tiszta hegesztés, különösen a tervezés után, megkönnyíti a buborékok vagy más hibák azonosítását, amelyek a hegesztés során előfordulhatnak.
A korrózió elkerülése érdekében a hegesztést megfelelő anyaggal festse be. A hegesztett felület gyorsabban korrodálhat, mint az alkatrész többi része, különösen, ha az alkatrészt nedvességnek teszik ki.
tippek
- Két nagy alkatrész összekapcsolásakor a hatékony rögzítés érdekében hozzon létre kis forrasztási pontokat a hegeszteni kívánt terület mentén, hogy elkerülje a két rész elválasztását.
- Néhány ember hallgat az elektromos ív által keltett hangok a hegesztés minőségének megítéléséhez. Repedés vagy repedés jelezheti az inkonzisztens ív távolságot vagy a nem megfelelő áramvonalat.
figyelmeztetések
- A fém hosszú ideig forró marad a hegesztés befejezése után, ezért tartsa távol a háziállatokat és a gyermekeket a munkaterülettől, amíg az összes anyag lehűl.
- Ellenőrizze a kábeleket és a csatlakozásokat, hogy elkerülje a véletlen áramütés veszélyét.
- Ívhegesztő gépek nagy áramerősségű áramot használnak, ami rendkívül veszélyes. Ezért legyen óvatos a kábelekkel és a tartóval. Soha ne hegesszen nedves körülmények között vagy nedves anyagon megfelelő képzés nélkül.
- Védje magát égési sérüléseitől, ha bőrét kesztyűvel és maszkkal takarja le. Soha ne forrasztjon a védőmaszk nélkül.
- Kerülje a hegesztés során keletkező gőzök belégzését. Ez különösen vonatkozik a horganyzott vagy bevont anyagokra és az oxid alapozóval festett fémekre.
- Az elektromos ív erős fénye égési sérülést okozhat, ezért viseljen hosszú ujjú inget és hosszú nadrágot az expozíciós terület csökkentése érdekében.
Szükséges anyagok
- Hegesztőgép, csatlakozásaival, csatlakozóival és elektródáival.
- Szerszámok hegesztések előkészítéséhez és tisztításához, beleértve egy forgácskalapácsot, drótkefét és egy hegyezőt.
- Biztonsági felszerelés


